
掌握市政管道核心技術


電 話(huà):0851-38111888
傳 真:0851-38111888
手機(jī):157-0300-7718(銷售部趙經理)
地 址:貴州省安順市平壩區(qū)夏(xià)雲工業園龍騰路(lù)1號

雅安MUHDPE合金管施工比較方便,保護操作簡單。在工期緊、施(shī)工條件差的情況下,其優勢越來越明顯。雙(shuāng)壁波紋管使用高密度聚(jù)乙烯作為數據的管道可(kě)以比其他具有相徑的管道通過大的流量。換句話說在相同的流量要(yào)求下,可以選擇相對小口徑的雙壁波紋管。具有耐低溫(wēn)性和抗衝擊性的雙壁波紋管的脆性溫度為-70℃。MUHDPE合金(jīn)管采購一般情況下低溫(30℃以上)施工時不需采(cǎi)取保護措施(shī),冬季的話施工比較方便,HDPE雙壁波紋管抗衝擊性能突出。化(huà)學(xué)穩定性比較好,因為高密度聚乙烯分子沒有及性,所以化學穩定性很(hěn)好。
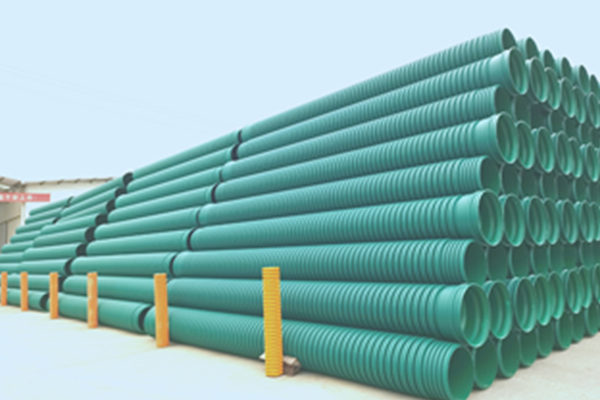
雅安(ān)MUHDPE合金管(guǎn)分類PVC-U管一般可分為壓力管和非壓力(lì)管。壓力管主要(yào)用於城鄉供(gòng)水管(guǎn)、建築給水管和低壓農業(yè)灌溉管。非壓力管主要用作建築(zhù)排水管(guǎn)和城鎮排(pái)水管(guǎn)和電線套管。MUHDPE合金管采購建築排水管(guǎn)可區分為(wéi):實壁管、內螺旋實壁管(guǎn)、雙壁內螺(luó)旋管、芯層發泡管等。城鎮排水管又可區分為:實壁管、雙壁(bì)波紋管、徑向加筋管等(děng)。PVC-U給水管材擠出成型工藝如下進料+擠出+冷卻定型+牽引+噴(pēn)碼+切(qiē)割→成品主要由擠出機將混配(pèi)料加熱,塑化熔融後穩定地輸送到(dào)擠(jǐ)出機頭,由機頭成型出管坯。

2.5小(xiǎo)時左右(共約8小時),嚴禁提前開機生產。2.1.3按生產要求更換成型模具,機頭或模頭。 (1)整(zhěng)體安裝機頭;A、開機:開啟機頭1-7區加熱段,設定溫度為220度,加溫(wēn)時間為5-6小時(shí)後才能頂出機頭。B、生產過程(chéng)中: 1-7區加(jiā)熱段繼續加溫,停止8-22區加熱段停止加溫,約3小時後(hòu)才能頂出機頭 (2)換模頭: A、開啟(qǐ)機頭18-22區加熱段,設定溫度(dù)為220度,MUHDPE合金管采(cǎi)購加溫時間為4-5小時後才能進行拆裝。 B、在(zài)換上內、外層的模頭時(shí),須按標準調節好(hǎo)間隙尺寸,升溫6小時後再次擰緊各處固定螺(luó)絲,然後分別轉動內、外層的口模,觀察口模沿絲口方向是否運動(dòng)自如(rú),雅安MUHDPE合金管防止固定(dìng)螺絲擰的(de)太緊。

雙壁波紋管的連接注意事項1.雅安MUHDPE合金管建(jiàn)議承插前,檢查橡膠密封圈的規格是否與配套產品一樣,完好、有彈性。橡膠密封圈應(yīng)安裝在(zài)插座第 一和第(dì) 二個峰之間的凹槽中。密封圈要裝瓶順暢,安裝數量應根據(jù)相關(guān)設計要(yào)求確定。如果需要安(ān)裝兩個自密封環(huán),可以每隔一個波紋放置。2.對接時,先清潔雙壁波紋管承口內壁,MUHDPE合金管采購在承口內壁和波紋管承口(kǒu)橡膠圈上塗(tú)潤滑劑,然後對準(zhǔn)承口端麵軸線。使用兩個鏈塊將管接頭拉(lā)到(dào)位。3.接口(kǒu)方法按以下程序進行:對於DN400及以下的管道。

管道清洗的結果將直接影響高密度(dù)聚乙烯管道的橫向質量。雅安MUHDPE合金管因此,在正式的(de)交叉實驗中,當交叉實驗截麵的(de)劃痕深(shēn)度≤1 mm,交叉電阻≤150 kN /km時,清洗結(jié)果(guǒ)為合格。用變徑機將襯套縮小四級等徑平均直徑,縮小直徑的限製(zhì)控製在百分之5-12。牽(qiān)引頭縮徑後(hòu)固定在HDPE波紋管,用絞車將雙壁波(bō)紋管(guǎn)通過電纜後(hòu)牽引速度(dù)控製在15 ~ 18分鍾。管道(dào)穿越完成後,再次檢(jiǎn)查(chá)管道穿越質量。穿(chuān)越襯管時,每(měi)個穿越段所用的雙壁波紋管(guǎn)長度應有(yǒu)不可避免的(de)富餘。內襯(chèn)完成後,MUHDPE合金管采購認為應在端口處進行(háng)焊接,相(xiàng)鄰的管段(duàn)或配件應通過帶有鬆動法蘭的螺栓牢連接。

谘詢熱線
 AM 8:30-PM 5:30
AM 8:30-PM 5:30
0851-38111888
傳真:0851-38111888
手機(jī):157-0300-7718(銷售(shòu)部(bù)趙經理)
地址:貴州省安順市平壩區夏雲工業園龍騰路1號
官網:www.ynshangce.com

掃一掃 進入(rù)手機網站

 貴公網安備 52042102000085號(hào)
貴公網安備 52042102000085號(hào)
