
掌握市政管道核心技術


電 話:0851-38111888
傳 真:0851-38111888
手機(jī):157-0300-7718(銷售(shòu)部趙經理)
地 址:貴州省安順市平壩(bà)區夏雲工業(yè)園龍騰路1號

2.5小時(shí)左右(共約8小時),嚴禁提前開機生產。2.1.3按生產要求(qiú)更換成型模具,機頭或模頭。 (1)整(zhěng)體安裝機頭;A、開機:開啟機頭1-7區加熱段,設定溫(wēn)度為220度,加溫(wēn)時間為5-6小時後才能頂出(chū)機頭。B、生產過程中: 1-7區加熱段繼(jì)續加溫,停止8-22區加熱段停(tíng)止加溫,約3小時(shí)後才能頂出(chū)機頭 (2)換模頭: A、開啟機頭18-22區加熱段,設定(dìng)溫度為(wéi)220度,納米改性聚丙(bǐng)烯(HPPM)方形電力(lì)雙壁波紋管(guǎn)價(jià)格加溫時間為4-5小時後才能進行拆(chāi)裝。 B、在換上內、外層的模頭(tóu)時,須按標準調節(jiē)好間隙尺寸,升溫6小時後(hòu)再次擰緊各處固定(dìng)螺絲,然後分別轉動內、外層的口模,觀察口(kǒu)模沿絲口方向是否運動自如,巴中納米改性聚(jù)丙烯(xī)(HPPM)方形(xíng)電力雙壁波紋管防止固定(dìng)螺絲擰的太緊。
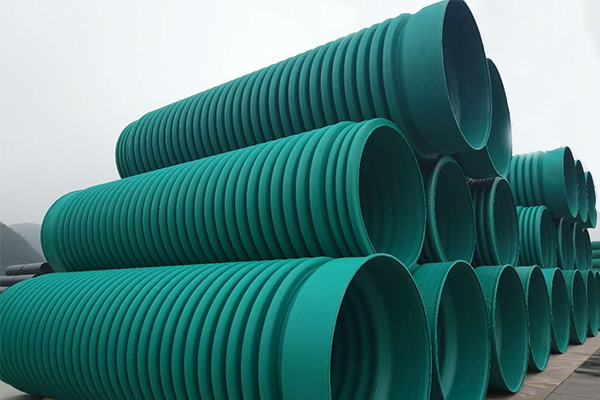
巴中納米改性(xìng)聚丙烯(HPPM)方形電力雙壁波紋管施工比較方便,保(bǎo)護操作簡單。在工期緊、施工條件差的情況下,其優(yōu)勢越來越明顯。雙(shuāng)壁波(bō)紋(wén)管使用高密(mì)度聚乙烯作為數據的管道可以比其他具有相徑的管道通過大的流量。換句話說在相同的流(liú)量要求下,可以選擇相對小口徑的雙壁波(bō)紋管。具有耐低溫性(xìng)和抗衝擊性的雙壁波紋管的脆性溫度為-70℃。納米改(gǎi)性聚丙烯(HPPM)方(fāng)形電力雙壁波紋管價格一般情況下低溫(30℃以上)施工(gōng)時不需采(cǎi)取保護措施,冬季的話施工比較方便,HDPE雙壁波紋管抗衝擊(jī)性能突出。化(huà)學穩定性比較好,因為高密度聚乙烯分子沒有及性,所以化學穩定性很(hěn)好。

巴中納米改性聚丙烯(xī)(HPPM)方形電力雙壁波紋管先一人用棉紗繩將已安裝好的雙壁波紋(wén)管的承口掛好,另一(yī)人用長撬棒(bàng)斜插基礎,頂住管端中間的橫向擋板,然後將pe波紋管慢慢推入雙壁波紋管的承口內(nèi),安裝到預定位置;DN400以上的PE管可以用兩個鏈塊拉到位(wèi)。當(dāng)接口關閉時,應同時拉動和啟動管接頭兩側的(de)鏈塊,使橡膠密(mì)封圈能(néng)夠正確定(dìng)位,不會變形或(huò)脫落。立筋式中空壁鋼塑複合(hé)纏繞管1、雙壁波紋管電熔連接電熔拚接一般用於因安裝(zhuāng)位置的限製而(ér)無法進行熱熔拚(pīn)接的地方。納米改性聚丙烯(HPPM)方形電力雙壁波紋管價(jià)格建議(yì)當連接相同的熱塑管時,插入電(diàn)熔管件。

雙壁波紋管(guǎn)的使(shǐ)用要求是什麽?納米改性(xìng)聚丙(bǐng)烯(HPPM)方形電力雙壁波紋管(guǎn)價格(gé)先(xiān)說管道定位(wèi)。利用探地雷達探測雙壁波紋管管(guǎn)道的方向。初始節點挖掘(jué)後,主動抓取的攝像機機器人從初始節(jiē)點開始(shǐ)。從管道內部確(què)定(dìng)彎頭的(de)位置(zhì)、內徑和位置。PIG的物理清洗技能用於清洗(xǐ)原始管道。一些固體水垢(gòu)和一些障礙物需要持續清理。清洗管道後,巴中納米改性聚丙烯(HPPM)方形電力雙壁波紋(wén)管需要(yào)檢查清洗結果,這是雙壁波紋管修理的主要環節,清洗結果決定其穩靠性(xìng)。HDPE雙壁波紋管焊接時,應使(shǐ)用設備(熱熔焊機)對(duì)接襯管。在對接過程中,應嚴格控製對接溫度、壓力等參數。焊接過程中各參數的合理提(tí)取是決定界麵質量的因素(sù)。

谘詢熱線
 AM 8:30-PM 5:30
AM 8:30-PM 5:30
0851-38111888
傳真:0851-38111888
手機(jī):157-0300-7718(銷售(shòu)部趙經理)
地址:貴州省安順市平(píng)壩區夏雲工業園龍騰(téng)路1號
官網:www.ynshangce.com

掃一掃 進入手機網(wǎng)站
 貴公網安備 52042102000085號
貴公網安備 52042102000085號
免責聲明:本站內容由互聯網(wǎng)收集整理,版權歸原創作者所有(yǒu),如有侵權請聯係羞羞视频入口處理刪除內容,謝(xiè)謝!

